Engineering Challenges in Designing Pharmaceutical Isolators
In this latest blog, James Lau, one of 3P’s Project Engineers, tells us all about barrier systems across a range of areas. Specifically taking a...
4 min read
In this blog, Alex Jezequel, Product Engineer at 3P innovation, discusses some of the key decision factors, benefits and drawbacks of the various sealing methods available.
Many products in the pharmaceutical, medical, food and consumer goods industries rely on film seals to make their product function. As a result of working at 3P innovation for the last 9 years I have had the opportunity to work on many applications and encounter a range of sealing methods, which has given me some useful insights as well as spurred me to want to learn more about the decision-making process that leads to the most appropriate solution.
As with any automation or engineering decision, it is usually very sensible to think through as many of the requirements as possible before jumping ahead to solutions. When it comes to selecting an appropriate sealing method you can ask yourself several questions, for example:
Once you have a handle on these you can then start to think about the various options on the market and which might be appropriate.
This is the first port of call for many applications as it is fairly simple and low cost. But since all sealing methods use heat in some form, let’s get our definitions straight… what do we mean by “Heat Sealing”?
Conventional heat sealing is when you have a heated tool or platen which is maintained at a constant temperature, usually through use of heater cartridges, and creates a seal by bringing it into contact the film through application of temperature, pressure and time.
Heat sealing is very versatile and many laminates on the market are common and low cost. This process really comes into its own when you don’t have many “special” requirements and are looking for a simple process. Laminates need to be constructed of a minimum two layers, a high melting point outer layer for strength (often PET) and a low melting point layer to form the seal. There must be sufficient difference in the melting points to allow a constant temperature tool to get the sealing layer to melt without compromising the integrity of the outer layer.
One downside to heat sealing can be the cycle time, which can become an issue for high speed applications (>300 products/min), since time is needed to heat up the entire thickness of the film from the opposite side where the sealing actually occurs! This means more imparted energy and also more time for the sealing layer film to cool and hold itself together. Also, having a tool maintained at a constant high temperature may not be ideal from an operator safety perspective (risk of burns) or risk of melting gloves for containment applications. When sealing film-to-product (rather than a film-to-film), the product needs to be rigid enough to withstand the applied pressure and temperature.
Many films on the market exist which allow film to be sealed using only the application of high pressure, but at ambient temperatures. Typically used for food and consumer goods, the films themselves are usually more expensive, but the higher running speed of the equipment usually means the overall running costs are lower. Early flow wrappers tended to run on heat seal film but nowadays, cold sealing tends to be the preferred route. The other advantage of cold sealing is for peelable applications, which a consistent peelable seal is readily achievable, which can be difficult to achieve using heat sealing.
The downside is that it is less suited for when a permanent non-peelable seal is required. Very high pressures are required and this tends to be limited to film-to-film rather than film-to-product applications for that reason.
Impulse sealing is a variant of heat sealing in which the heat is generated per cycle using a strip resistance wire and is typically used for simple line seals on simple monolayer construction plastic bags. The whole thickness of the material rapidly heats, welds and then cools to create a seal. The wire has low thermal mass so rapidly cools to eliminate the hazard. These are cheap and simple but have limited application and don’t tend to be used for high throughout applications, complex geometries or multi-layer laminates.
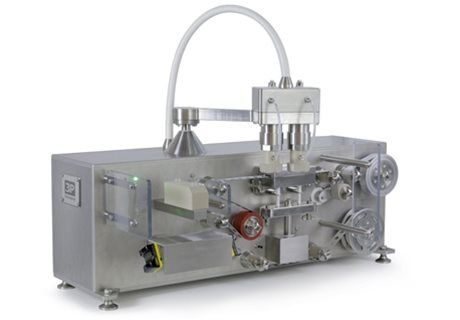
Induction sealing can be used for laminates containing a thin layer of aluminium, as is necessary for hermetic applications as an oxygen barrier. The film is subject to a magnetic field which causes eddy currents to flow in the aluminium and generate heat which then causes the sealing layer to melt and adhere to the substrate material. This has the advantage that the film is heated locally to the sealing layer and therefore can be achieved at a lower temperature. The applied pressure is usually lower than required for heat or cold sealing, which makes induction sealing very suitable for sealing onto fragile or temperature sensitive products. It is also very suitable for pharmaceutical applications as the materials of construction can be all medical grade and there is no lingering heat source to melt gloves.
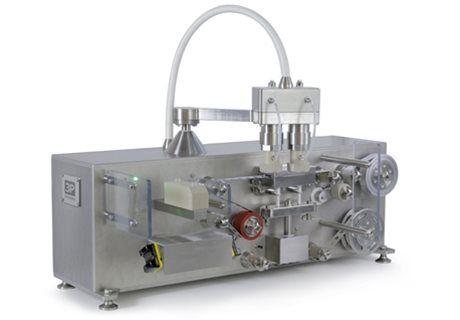
Example of a bench top induction sealing machine for a pharmaceutical product
Ultrasonic Sealing
Ultrasonic sealing uses high frequency vibration to generate heat using friction right at the sealing layer of the film, and as such is the most highly targeted of all the methods available. It has the capability to create high speed permanent seals without the application of external heat. As well as being able to seal right through most contaminants, it does not require expensive laminates and can work on monolayer construction films, however the initial investment in the automation itself is quite high. For high volume applications where permanent seals are needed, the cost of the equipment can often be justified by longer term overall reduced cost of goods.
I hope that this was an interesting read for a relatively dry subject! At 3P we have encountered these methods many times on a range of automation projects and can help you determine the right approach for your product and process. So please get in touch and we look forward to assisting you!

In this latest blog, James Lau, one of 3P’s Project Engineers, tells us all about barrier systems across a range of areas. Specifically taking a...

In early-stage pharmaceutical development, poor powder flow is rarely the root issue, it’s simply a symptom. The real challenge for formulation...

Pouches are widely used in medical device packaging to provide a sterile barrier when the device itself, or its primary container, cannot inherently...