From Disruption to Reinvention: The Story of API-in-Capsule Technology and Its Future
From Disruption to Reinvention: The Story of API-in-Capsule Technology and Its Future This article traces the evolution of API-in-capsule (AIC)...
4 min read
One of 3P innovation’s early projects provides a wonderful insight into how, decades later, we continue to approach our client’s technically challenging projects. The project in question is linked to invisibility!
Whether it be the H.G. Wells’ Invisible Man, the Romulan/Klingon cloaking from the Star Trek Franchise or Harry Potter’s invisibility cloak, humans are (and have always been) fascinated by invisibility. What few people realise, however, is that the science behind “invisibility” has been understood since the mid 1960’s.
So let’s first talk about invisibility and light. The study of light has been around for a long time. Newton wrote at length about light in 1704, in fact, many equations which govern the behaviour of light are derived from Maxwell in 1864. High school children are taught that light is a wave, made up of oscillating electric and magnetic fields. Inside a material, these fields push and pull electrons around, which has an impact on the way that light behaves. Light can be absorbed, reflected or refracted (bend); in glass for example, light slows down. All known naturally-occurring materials have a positive refractive index which leads to the properties we are all used to.
What if we could construct a material with structures smaller than the wavelength of light? Could we make materials that interfere with the light like electrons in glass, but in unique ways? Could we produce a material with a negative refractive index for example? The first person to explore the possibility of a negative refractive index was Russian scientist - Victor Veselago, in 1967.
An early pioneer of metamaterials, was Mike Wiltshire at the Marconi Company. These early metamaterials were designed to work with microwaves, which have a much longer wavelength than visible light. This has the benefit that any artificial structures can be relatively large such that they can be manufactured. So what can be made out of metamaterials? One possibility is to use it to make a new kind of lens. Unlike conventional rounded optical lenses, with a negative-index material, we can make a lens which is flat! Another possibility is for a metamaterial cloak which could be used to completely conceal an object! Light is effectively bent around the object within such that to the viewer the items within the metamaterial are invisible.
Wind forward several decades, as a recognised leader in the field, Mike was a Principal Research Fellow at Imperial College London. Continuing his metamaterial research, he was particularly interested in radio frequency metamaterials. He was however struggling to make his metamaterials which is where 3P innovation stepped in.
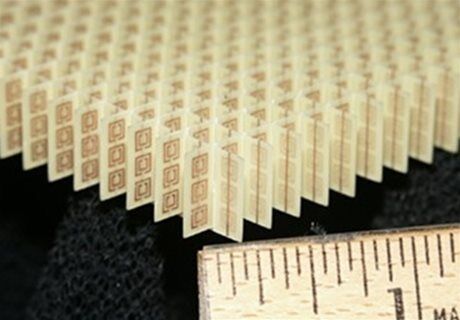
The metamaterials were constructed from arranging lots of coils together in an array. Each coil was made from copper foil wrapped around a plastic former and held in place with a self-adhesive label. To give an idea of scale, each “swiss-roll” was typically ~50mm long and ~19mm diameter. They looked like short drinking straws and are trivial to make by hand, indeed Mike had his PhD students making thousands of swiss-rolls. The challenge was that each swiss-roll needed to be tuned to a very specific resonant frequency. The vast majority of hand rolled swiss-rolls were scrapped due to incorrect frequency (typically less than 10% were harvested and many were less than ideal). Mike wanted a machine to provide more consistency of the rolling process.
This is where 3P’s methodology of really understanding a client’s needs added significant value. Most machinery vendors would have taken the client brief and built a rolling machine as per the brief.
At 3P innovation we ensure that every product or piece of equipment meets the client’s exact requirements. In this case there was only really one critical quality attribute – the resonant frequency of the resultant swiss-roll. 3P were intrigued by the high failure rate from manually wound coils.
The PhD students were cutting a fixed length of copper foil from a roll. They then carefully rolled the foil around the core before fixing the end with a sticky label. Anecdotally they knew they could increase/decrease the resonant frequency from the tightness of the wrap (controlled by hand). So 3P knew that tension control was likely to be important. In addition, 3P’s engineers requested the raw material specification. Mike’s team couldn’t understand why as they were buying “the best” copper foil.
3P innovation’s team used their old engineering textbooks to determine the frequency of the coil and realised that the thickness of the copper would have a major impact. Hence, the copper foil thickness was measured and was found to vary within a coil length by such an amount that the frequency tolerance would be exceeded.
Hence the team were “armed” with the Critical material attributes and some textbook formula for the resonant frequency of coils. Some simple experiments using a lathe and weights attached to the end of the foil also demonstrated the sensitivity to tension. Unfortunately, this sensitivity was at the edge of what tension control systems could deliver.
3P innovation’s engineers were able to communicate and demonstrate with data why the original brief would have led to a poor outcome. This actually gave Mike’s team confidence to work with 3P towards solutions. The output speed wasn’t of concern so the first breakthrough was to consider a machine with pre-cut lengths of foil where tension was controlled via a weight simply clipped to one end of the foil. The second breakthrough was when Mike shared the machine used to measure the resonant frequency of the coils – it could measure in real time and could trigger an output when a certain resonant frequency was reached.
3P innovation then worked with Mike’s team to integrate the frequency measurement within the machine. The original machine concept as perceived by the client was abandoned in favour of the concept jointly conceived by 3P and the client.
The final machine was very simple. A chuck driven by a stepper motor held the plastic core. Onto this a length of foil was attached. The foil hung vertically with a clipped-on weight on the end. The machine now also included a shear cutter, a label applicator and a frequency measurement coil.
Once loaded the machine starts to coil the foil around the plastic mandrel. A sensor measured the resonant frequency until “close” to the requirement. The machine then stops coiling and simultaneously cuts the end of the foil with the shear, applies the label and complete the last small length of foil. The error is frequency is now a function of variability in the last small swatch of material rather than the full length. The process was transformed from a manual process with nearly all products failing to a simple automated process where nearly all products were acceptable. As a result, the team could focus on their metamaterial research and generating cloaking materials.

This is just one small example of how 3P’s engineers use what is now known as Quality by Design principles (QbD) to understand the process needed for robust automation. The 3P’s in our name stand for product, process and production. Unfortunately, too many automation houses focus on the machine at the expense of the product requirements and all-important process. It is the process that converts the product constituents into the finished item. 3P’s engineers understand that process understanding adds huge value to each and every client project.
Whether it be an injector pen, an inhaler or a cloak of invisibility the skills outlined in this blog are essential to successful automation project!

From Disruption to Reinvention: The Story of API-in-Capsule Technology and Its Future This article traces the evolution of API-in-capsule (AIC)...
The revision of EU GMP Annex 1 has redefined expectations for sterile manufacturing across the life sciences sector and nowhere is this felt more...

Today’s pharmaceutical landscape positions 'sustainability' as an operational imperative. Manufacturers face increasing regulatory, societal, and...